Why Moisture Matters for LED Chips
LED chips are moisture-sensitive devices (MSDs), requiring careful handling and storage to ensure optimal performance and extended lifespan. High humidity or moisture can severely damage these delicate components, causing reduced brightness, color shifts, short circuits, or complete failure. In severe cases, entire batches may become unusable, resulting in costly rework and project delays.
Moisture damage poses a critical challenge for manufacturers, engineers, and buyers relying on LED chips. It leads to poor performance, shorter lifespans, and unexpected repairs, driving up costs and wasting time.
In this blog, we explore effective ways to protect LED chips from moisture, detail the consequences of exposure, and provide practical storage and handling solutions. Proper moisture protection is vital to maintain performance and prevent expensive losses.
Understanding Moisture Risks for LED Chips
Moisture poses a serious risk to the performance and longevity of LED chips, making proper handling and storage essential. In this section, we will explain how moisture affects LEDs, identify common sources of moisture, and highlight the potential cost implications of moisture-related damage.
1. How Moisture Affects LEDs
LED chips are encased in protective materials to shield against environmental damage, but moisture can still penetrate, harming internal components like metal contacts and bonding wires. High humidity speeds up corrosion and oxidation, impairing electrical conductivity and causing short circuits or complete chip failure.
Moisture infiltrating the encapsulation degrades materials over time, leading to discoloration, reduced light output, and lower efficiency. It can also weaken the bond between the wafer and substrate, resulting in poor heat dissipation and malfunctions. While degradation is often gradual, extreme cases may trigger immediate failures.
JEDEC studies show that LED chips exposed to over 60% relative humidity face significantly higher degradation risks. Even minimal moisture can cause long-term reliability issues, making humidity control during storage and transportation essential for optimal performance.
2. Common Sources of Moisture
Moisture exposure can occur throughout the LED chip lifecycle, from manufacturing to end use. Common sources of moisture include:
- High-Humidity Environments: LED chips stored in high-humidity warehouses or facilities risk absorbing moisture, especially without moisture-proof packaging. Humid conditions may cause condensation inside packaging, allowing moisture to infiltrate the chip.
- Improper Packaging: Packaging lacking moisture barriers or proper design fails to shield LED chips. Damaged or poorly sealed packaging leaves chips vulnerable to moisture during storage or transportation.
- Transportation Exposure: During shipment, LED chips face varying temperatures and humidity. Inadequate or unsealed packaging exposes chips to moisture, particularly in high-humidity regions or during unloading and handling.
3. Cost Implications
Moisture-related damage to LED chips incurs significant direct and indirect financial costs. Damaged chips may force manufacturers to scrap entire batches, causing production delays and higher rework expenses. Replacing defective components or repairing LEDs further escalates costs.
Beyond material losses, moisture-induced performance issues may go unnoticed until products reach customers, triggering warranty claims, returns, reputational harm, and costly replacement shipments.
These failures also disrupt the supply chain. Delays from replacing faulty chips can derail production schedules, leading to missed deadlines, delayed market entry, and increased operational costs. This ripple effect poses lasting challenges, particularly for companies with tight timelines and cost-sensitive processes.
In short, moisture damage undermines LED chip reliability and lifespan, risking higher costs, delays, and customer dissatisfaction. Effective moisture control is vital to ensure product quality and profitability.
Best Practices for Moisture-Proof Storage
Effective moisture-proof storage is vital to ensure the long-term reliability and performance of LED chips. As previously discussed, moisture exposure can cause corrosion, discoloration, or complete failure. This section outlines essential best practices for protecting LED chips from moisture during storage, helping you reduce risks and prolong component lifespan.
1. Use Moisture-Proof Packaging
Protecting LED chips from moisture starts with effective moisture-proof packaging. Moisture-proof bags are an excellent solution for shielding chips from humidity. Made from specialized materials, these bags block moisture, keeping LED chips dry and secure.
- Step 1: Seal in Moisture-Proof Bags
Place LED chips in moisture-proof bags designed for moisture-sensitive devices (MSDs). Crafted from multi-layer materials, these bags form a robust barrier against humidity and are often paired with desiccants to absorb residual moisture.
- Step 2: Add Desiccants
Insert desiccants, such as silica gel packets, into the bags to absorb any moisture present. Use sufficient desiccants based on bag size and chip quantity to maintain a dry environment.
- Step 3: Seal and Store
Securely seal the bags with LED chips and desiccants to block air and moisture. Store the sealed packages in a controlled environment, as detailed in the next section.
2. Control Storage Environment
Even the best moisture-proof packaging has limits if the storage environment isn’t properly controlled. To ensure optimal conditions, monitor both temperature and humidity closely.
Step 4: Use a Temperature and Humidity-Controlled Cabinet
Stable temperature and humidity are vital for protecting LED chips. Use a temperature and humidity-controlled cabinet designed to regulate these factors and safeguard moisture-sensitive components.
- Control Relative Humidity (RH): Keep humidity below 60% in the storage area. High humidity can weaken moisture-proof packaging, allowing moisture to infiltrate and damage chips if RH exceeds 60%.
- Control Temperature: Store chips in a cool, dry environment, ideally between 20-25°C. High temperatures accelerate moisture absorption and risk heat-related damage, so maintain the recommended range.
- Benefits of Controlled Cabinets: These cabinets ensure a consistent environment, protecting chips from moisture and temperature fluctuations. They’re especially effective in areas with unstable humidity, preventing damage and ensuring reliability.
3. Monitor Humidity Levels
Regularly monitoring humidity levels in storage is vital to prevent unexpected moisture exposure. Tracking environmental humidity enables timely action to avoid harmful levels.
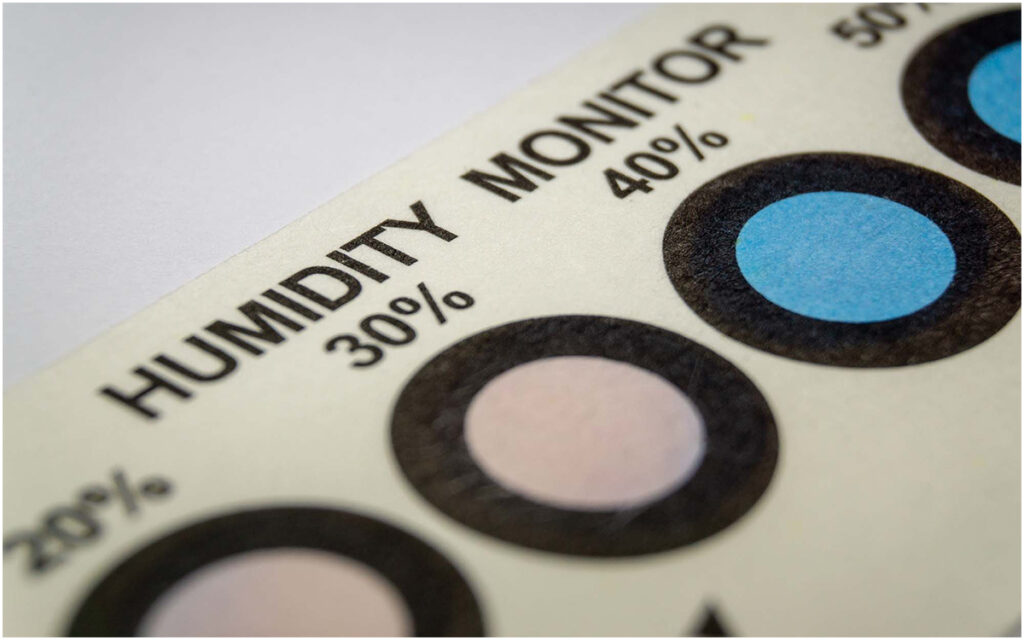
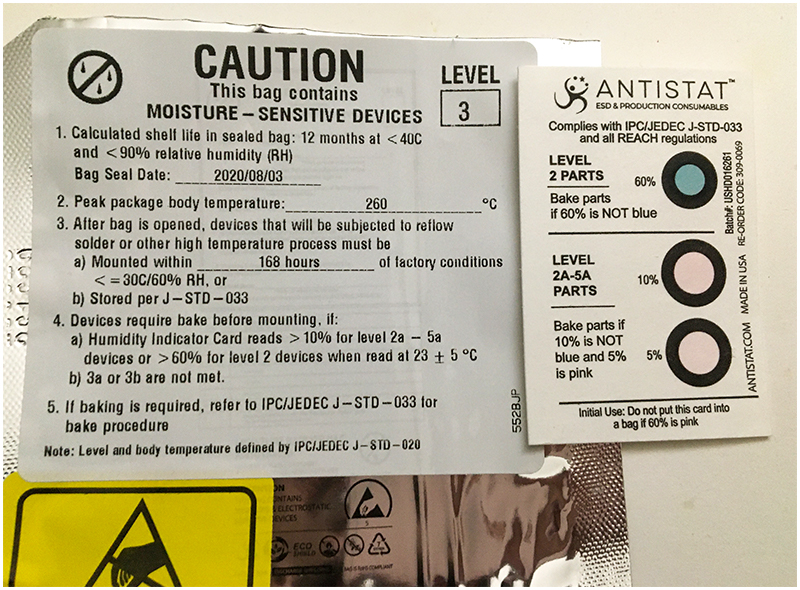
- Step 5: Use Humidity Indicator Cards (HICs)
Humidity indicator cards (HICs) are simple, cost-effective tools for monitoring moisture. They change color to show relative humidity (10-60% RH) inside packaging, making them essential for ensuring LED chip packaging remains dry.
- Step 6: Use Hygrometers
Complement HICs with hygrometers to measure actual humidity in storage areas or packaging. Calibrate hygrometers regularly to ensure accurate readings.
- Step 7: Conduct Regular Inspections
Check humidity levels periodically and adjust storage conditions as needed. If humidity nears or exceeds the recommended range, act promptly by adjusting temperature or replacing desiccants in the bags.
4. Implement the FIFO System
The First-In-First-Out (FIFO) system is a straightforward, effective method for managing inventory and minimizing risks from long-term storage. Regularly rotating stock ensures older LED chips are used first, reducing storage time and moisture exposure risks.
- Step 8: Implement FIFO
Label and organize LED chips by receipt date, prioritizing older batches for use. This practice shortens storage duration, lowering moisture damage risks and ensuring high-quality, reliable components.
- Step 9: Check Packaging Integrity
Even with FIFO, regularly inspect moisture-proof packaging. Damaged or compromised bags can expose chips to moisture, risking damage. Keep packaging intact and replace any faulty bags immediately.
Effective moisture-proof storage is crucial for LED chip longevity and performance. By adopting best practices—using moisture-proof packaging, controlling storage environments, monitoring humidity, and applying FIFO—you can prevent moisture damage, avoid costly production delays, and ensure reliability.
Proactive moisture protection enhances product reliability, reduces waste, and boosts operational efficiency. Investing in moisture control today saves significant costs tomorrow.
Impacts of Moisture on LED Chips
Moisture exposure poses severe risks to LED chips, causing electrical and optical damage while shortening component lifespan. Beyond mere degradation, moisture damage can lead to costly failures and safety hazards, particularly in critical applications. This section examines the specific effects of moisture on LED chips.
1. Electrical Failures
Moisture significantly impacts LED chips by causing electrical failure. When moisture seeps into the LED package, it corrodes metal contacts and bond wires, weakening or breaking them. This can trigger electrical shorts or leakage, disrupting LED function and potentially causing permanent circuit damage.
Corroded bond wires may form conductive paths, leading to short circuits and heightening the risk of total failure, particularly in high-power or critical applications. For instance, moisture-induced electrical failure in automotive lighting could impair vital systems, jeopardizing vehicle safety.
Failure analysis reveals that high humidity can cause electrical issues, such as short circuits, in LED chips within weeks or months, depending on moisture levels. This risks immediate product recalls or production delays.
2. Optical Degradation
Moisture compromises the optical performance of LED chips, most notably causing discoloration. When exposed to moisture, the phosphor layer or encapsulant absorbs water, shifting the light spectrum. For instance, blue light from LEDs may turn yellow or red, significantly reducing color consistency.
This optical degradation impairs LED lighting performance, lowering efficiency and rendering it unsuitable for applications requiring color accuracy. In severe cases, light output may fall below commercial or industrial standards.
Research indicates that moisture can diminish light output and alter spectral characteristics by up to 50%, especially under prolonged exposure to humidity levels above 60% RH.
3. Reduced Lifespan
Moisture significantly shortens the lifespan of LED chips, one of its most critical long-term effects. Exposure accelerates component aging, raising the risk of early failure. As moisture penetrates the LED package, it reacts with internal components, inducing thermal stress and weakening the chip’s structure, increasing failure rates and necessitating premature replacements.
In many cases, moisture can reduce LED chip lifespan by up to 50%, depending on humidity and exposure duration. This undermines reliability and escalates maintenance costs for businesses dependent on LEDs.
In automotive applications, moisture-damaged LED dashboard lights lose brightness, impairing readability in low-light conditions. This reduces visibility, jeopardizing vehicle safety. In severe cases, total LED failure triggers costly repairs or safety recalls.
Moisture severely impacts LED chip performance, reliability, and lifespan. Electrical failures, optical degradation, and shortened lifespan cause significant operational and financial setbacks. Understanding these risks and proactively preventing moisture exposure are vital for the success of LED-based projects. Proper storage and handling practices ensure reliable performance over time.
What to Do If LED Chips Get Wet
Moisture exposure can severely impact LED chips, but prompt action can mitigate damage. This section details a clear recovery process for LED chips affected by moisture. Effective methods can restore performance and reduce losses from minor to severe exposure.
1. Assess the Damage
Before acting, evaluate the damage to LED chips by checking for moisture-related issues like discoloration or corrosion.
- Discoloration: A color shift in light output (e.g., blue turning yellow) suggests damage to the phosphor coating or encapsulant, affecting color consistency and efficiency.
- Corrosion: Examine bond wires and metal contacts for corrosion, which can cause electrical shorts, risking further damage or complete chip failure.
- Electrical Performance: Test connections for short circuits or leakage current using a multimeter to detect changes in resistance or continuity.
After evaluation, decide whether the chip is salvageable or should be discarded. Minor damage may be reversible with proper recovery steps.
2. Baking Process
If moisture has penetrated the LED, baking is a highly effective method to restore chip performance by removing trapped moisture through controlled heating.
Baking Instructions:
- Temperature: Set to approximately 60°C. Avoid higher temperatures, as excessive heat may damage the chip’s internal components.
- Duration: Bake for 24 hours to ensure moisture evaporates from the encapsulant and bond wires.
- Equipment: Use a professional drying oven, not a household oven, to maintain a stable temperature and environment.
Note: Do not exceed 85°C to prevent further damage. Consistent temperature and humidity control are critical throughout the process.
3. Post-Baking Testing
After baking, perform post-baking tests to confirm full recovery of the LED chip.
- Optical Testing: Measure light output with a spectrometer, comparing it to original specifications. Significant degradation in luminous flux or spectral shifts suggests the chip remains compromised.
- Electrical Testing: Test forward voltage and resistance using a multimeter. Increased resistance or electrical anomalies indicate potential permanent damage.
- Visual Inspection: Check for physical damage, such as cracked encapsulants or further discoloration. Persistent damage or degraded performance may render the chip unsuitable for use.
Reuse the chip in production only if it meets acceptable performance standards.
4. When to Discard
When moisture damage to LED chips is too severe for recovery, discard the chip if any of the following are observed:
- Short Circuits: Detected short circuits are typically irreversible, often caused by corrosion forming conductive paths, resulting in electrical failure.
- Severe Discoloration: Discoloration that prevents meeting optical specifications (e.g., color shifts failing required color temperature or brightness) renders the chip unsuitable for its intended use.
- Performance Loss: Post-baking tests showing significant light output reduction (over 20-30%) or increased forward voltage indicate the chip has reached the end of its useful life.
Moisture exposure can severely impact LED chips, but prompt action minimizes damage and restores functionality. By assessing damage, applying proper baking, conducting thorough tests, and discarding irreparable chips, you can recover many LEDs and mitigate project impacts.
To prevent issues, adopt best practices for moisture-proof storage and handling to keep LEDs in optimal condition and ensure reliable performance throughout their intended lifespan.
In conclusion, safeguarding LED chips from moisture is vital for long-term reliability and performance. Effective moisture-proof storage, careful handling, and swift action against moisture exposure significantly reduce risks of damage, performance degradation, and costly failures. By following this blog’s best practices, you can preserve LED chip integrity, minimize rework, and extend product lifespan.
Effective moisture control offers clear benefits: reduced production costs, longer product life, and enhanced quality. Proper storage and handling boost LED performance while preventing costly downtime and repairs.
Ready to act? Contact Siro Electronics for expert advice and customized solutions. Download datasheets for detailed specifications or request samples to evaluate our LED chip quality. Protect your investment and optimize your projects with our support.
